


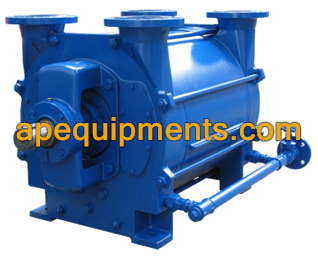

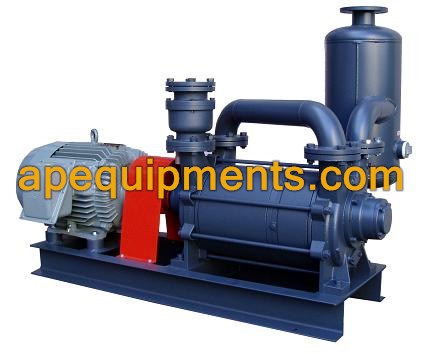

Liquid Ring Vacuum Pump
Applications:
- Vacuum Absorbing Conveyance
- Vacuum System of Medical, Drying
- Fiber Industry
- Polylon & Papermill
- Vacuum Impregnation
- Chemical Industry
- Vacuum Distilling, Filling, Deaerating, Condensing
- Vacuum Forming, Casting, Conveying, Testing, Lilting,
Features of Liquid Ring Vacuum Pumps:
- The pumps be applied the principle of liquid ring pistoned, that is specially suitable for being with water, steam & condensable gas etc., suctioned.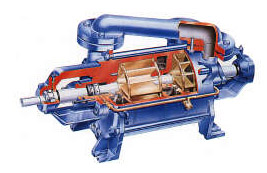
- Compressed at low temp and hi-safety against to easy combustible gas.
- No metallic surface contacted interiorly, so that, no need any lubricant, low maintenance cost, no oil smoke absolutely.
- The muffler be installed at outlet,free trouble of noise in operating.
- Air boosting pumps be installed at inlet, the ultimate pressure cam be reached 6~2 Torr and the vacuum pressure will be advanced & boosted discharging cap. etc., for which being series connected with mechanical booster pumps.
Please contact Anh Phương Equipments for detail of our vacuum pump products.